BIS CERTIFICATION FOR FLUX-CORED TUBULAR ELECTRODES
IS 15769:2008

In this competitive scenario, it isn't easy to survive in the market without a standard quality and certified product. BIS license may also be required to sell products in the Indian market.
To get BIS certification and produce a
standard quality product, the manufacturer must ensure that their
product must follow the specified Indian standard.
Let's take a closer look at IS 15769:2008 for flux cored electrodes.
Flux-cored (tubular) electrodes for gas shielded and self shielded metal welding of carbon or carbon-manganese steel are covered under IS 15769:2008. The Bureau of Indian Standards adopted this Indian standard after the Metallurgical Engineering Division council approved the draft finalized by the welding General Sectional Committee.
This standard specifies the requirements for continuous flux-cored electrodes for metal arc welding with and without shielding gas and depositing carbon or carbon-manganese steel weld metal with a tensile strength of not more than 610 MPa. The standard does not apply to submerged arc welding, electrogas arc welding, or electroslag welding products.
The flux-cored (tubular) electrodes may be manufactured using any method that produces a product that meets the requirements of this standard. The electrode must have a smooth finish and be free of surface imperfections, corrosion products, grease, or other foreign matter that could adversely affect weld quality or welding equipment operation. A flux-cored electrode's external diameter must be as per the specified diameter.
The flux-cored (tubular) electrode for metal arc welding of carbon-manganese steels is ETXXXXXXHX.
Where,
- ET – Indicates Flux-cored (tubular) electrode for metal arc welding
- X – Indicates Ultimate tensile strength of weld metal deposit
- X- Indicates Impact value of weld metal deposit
- X- Indicates Welding position
- X- Indicates Type of core ingredients
- X- Indicates Type of shielded gas
- X- Indicates Electrode use for single pass or multi-pass
- HX- Indicates Maximum diffusible hydrogen content in the weld metal
Required Tests
The following tests are required for flux-cored (Tubular) electrodes.
- Chemical analysis
- Radiographic soundness test
- All weld metal tensile test
- Charpy V-Notch Impact Test
- Fillet weld notch test
- Transverse tensile test
- Longitudinal bend test
- Diffusible hydrogen test
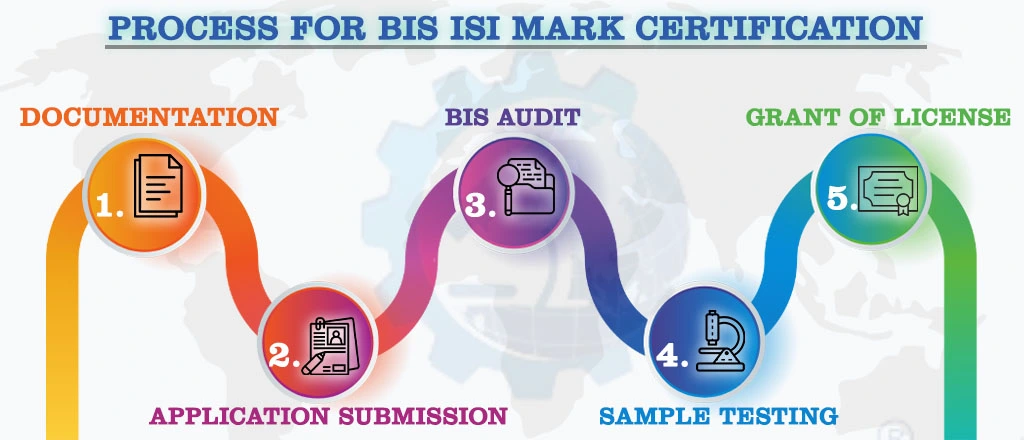
All electrodes shall mark with brand name and classification. Each bundle or carton of electrodes shall be marked as per specified standard, and the material may also be marked with the standard mark (ISI Mark). The Manufacturer must obtain a BIS license from the Bureau of Indian Standards to use a standard mark (ISI Mark). The Bureau grants a license based on a successful assessment of manufacturing infrastructure, production process, and quality control and testing capabilities during a visit to its manufacturing premises.
NOTE:
For Detailed Information about the Procedure for BIS ISI Certification
Visit :
ISI Mark Certification for Domestic ManufacturersISI Mark Certification for Foreign Manufacturers
Conclusion:
If a product falls under the scope of the BIS Conformity Assessment Scheme, All the manufacturers, importers, and foreign entities must obtain BIS ISI Certification. The Bureau may cancel the License if the product fails to meet certification requirements.
Aleph INDIA has been serving the industry as a single-window operator for all product regulatory compliance. We can assist importers or manufacturers in meeting all criteria for importing or selling a product in the Indian market.
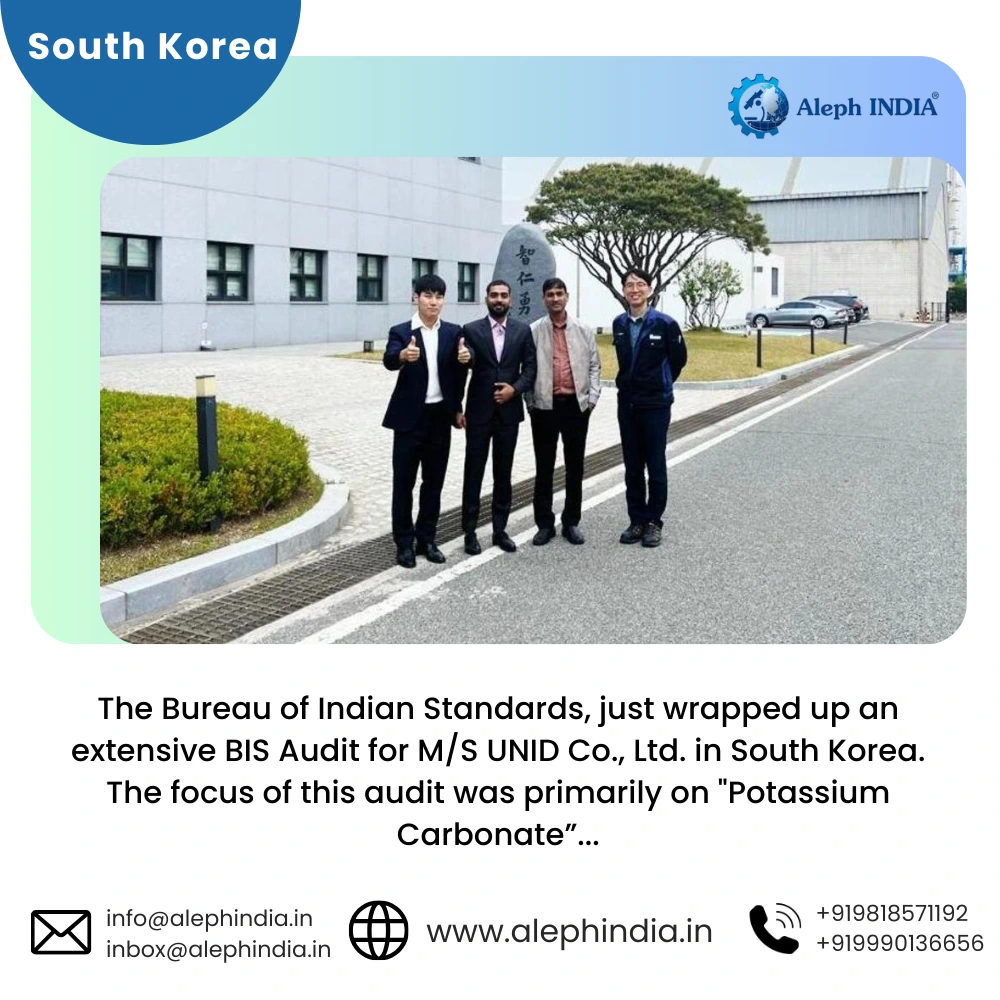
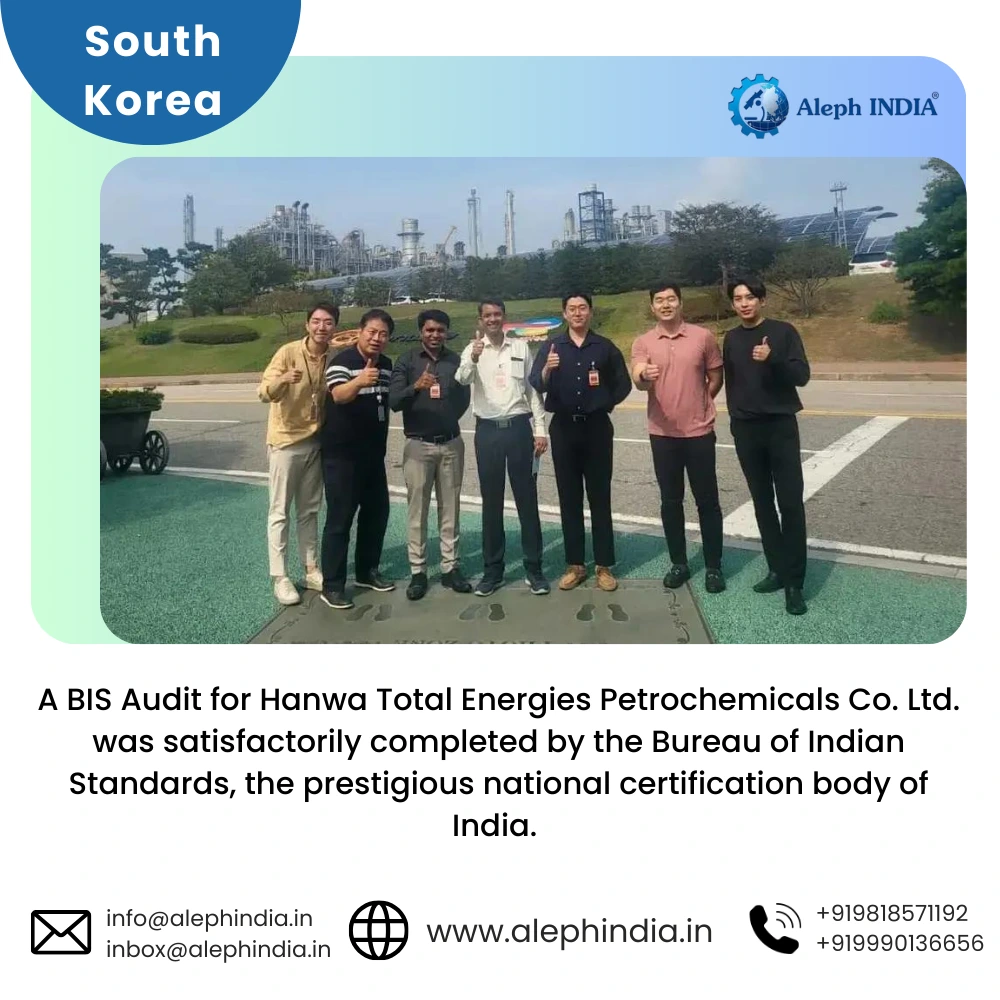
International Audits & Participation



















Testimonials
BIS REGISTRATION FOR ELECTRONIC & IT PRODUCT
In the era of globalization, world trade is growing rapidly and henceforth, Manufacturing and Import/Export businesses are also growing drastically...View More
BIS CERTIFICATE FOR FOREIGN MANUFACTURER
The Economy of India-the fastest developing economy on the globe with the capabilities that help it matches up with the biggest international...View More

PRODUCT CERTIFICATION SCHEME (ISI MARK) FOR DOMESTIC MANUFACTURERS
Anything a person buys from food to cars, clothes to electronics, branded to unnamed products there is always a question that wanders in one’s...View More

WIRELESS PLANNING AND COORDINATION (WPC)
WPC: Wireless means communication done from one point to another point without the wires and cables. Electromagnetic waves carry the ...View More

BUREAU OF ENERGY EFFICIENCY (BEE) CERTIFICATE
BEE CERTIFICATE: Energy is the future, and its conservation is the way of the bright future. Everyone claims the environment is important...View More

E-WASTE MANAGEMENT
E-waste is one of the world's fastest-growing trash streams. We currently manufacture almost 50 million tones of it each year...View More
Request a call back.
Would you like to speak to one of our Senior Technical advisers over the phone? Just submit your details and we’ll be in touch shortly. You can also email us if you would prefer.
BIS REGISTRATION FOR ELECTRONIC & IT PRODUCT
In the era of globalization, world trade is growing rapidly and henceforth, Manufacturing and Import/Export businesses are also growing drastically...View More
BIS CERTIFICATE FOR FOREIGN MANUFACTURER
The Economy of India-the fastest developing economy on the globe with the capabilities that help it matches up with the biggest international...View More
PRODUCT CERTIFICATION SCHEME (ISI MARK) FOR DOMESTIC MANUFACTURERS
Anything a person buys from food to cars, clothes to electronics, branded to unnamed products there is always a question that wanders in one’s...View More
WIRELESS PLANNING AND COORDINATION (WPC)
WPC: Wireless means communication done from one point to another point without the wires and cables. Electromagnetic waves carry the ...View More
BUREAU OF ENERGY EFFICIENCY (BEE) CERTIFICATE
BEE CERTIFICATE: Energy is the future, and its conservation is the way of the bright future. Everyone claims the environment is important...View More
E-WASTE MANAGEMENT
E-waste is one of the world's fastest-growing trash streams. We currently manufacture almost 50 million tones of it each year...View More
View All Services
Request a call back.
Would you like to speak to one of our Senior Technical advisers over the phone? Just submit your details and we’ll be in touch shortly. You can also email us if you would prefer.
